Tenho andado sem tempo para lidar com a Impressora 3D, mas consegui imprimir mais algumas peças, vejam abaixo:
Essas peças possuem uma dificuldade a mais para a impressão, a "ponte" isto é, quando uma camada não é impressa sobre outra camada, ou seja ela é impressa no ar, para esse tipo de impressão é necessário que a temperatura do bico não esteja quente demais, se estiver muito quente, a camada tende a cair, formando uma "barriga" para baixo.
Na terça-feira passada coloquei as mãos no novo hotend que foi projetado pelo grupo de estudo RepRapBR, vejam as fotos abaixo dele já devidamente instalado na Prusa Mendel:
O acabamento dele ficou perfeito
Para que o Hotend funcione perfeitamente, é importante isolar a parte mais quente do Hotend, além dele manter uma temperatura mais estável, também vai evitar que o bico e o bloco esfriem no caso de utilizar um Fan para esfriar a peça que esta sendo impressa.
Para isolar o hotend, eu utilizei um pedaço de tecido grosso gentilmente fornecido pelo Alain Mouette do grupo de estudo RepRapBR, depois vou perguntar para ele que tecido é esse e coloco aqui no blog, vejam nas fotos abaixo como eu fiz o isolamento.
Dobrei o tecido no meio e enrolei ele bem apertado no conjunto.
Usando a fita de Kapton fixei o tecido no conjunto.
Instalei também um pequeno Fan para facilitar a impressão das peças, vejam abaixo:
Depois, prometo que vou fixar melhor os fios do Fan
Vamos agora ver alguns videos de impressão usando esse novo Hotend, reparem que retirei o pequeno Fan e coloquei ele no motor do extruder, o qual estava esquentando muito.
Esse foi para um presentinho para a esposa que teve paciência enquanto eu montava.
O novo Hotend não vaza uma gota sequer, e esta imprimindo perfeitamente, só não imprime melhor porque eu ainda preciso afinar mais a calibração do programa responsável pela impressão, vejam abaixo o resultado de algumas peças impressas.
Essas duas peças possuem rosca, interna e externa,
e para minha surpresa, elas encaixaram perfeitamente.
Por enquanto foi isso que eu consegui imprimir com o novo hotend, ele realmente ficou muito bom, a medida que eu imprimir peças mais elaborada eu posto aqui no Blog, até o próximo post.
A espera acabou, o novo Hotend projetado pelo grupo de estudo (ReprapBR) já esta pronto, mas antes de postar os testes com ele, vou encerrar o Hotend caseiro com os resultados finais.
O corpo do bico já pode ser furado em casa com o suporte de furadeira de bancada, o truque é o seguinte, para que o furo saia centralizado quem deve girar é o corpo a ser furado e não a broca, como num torno, dessa forma o furo sai perfeitamente centralizado, para isso prendi o corpo do bico no mandril da furadeira e fixei a broca de 3,5mm na morsa bem centralizados, depois foi só subir e descer a furadeira até que o furo ficasse pronto, vejam no vídeo abaixo:
O bico deu bastante trabalho para usinar, após tentar com 4 porcas, a última funcionou.
Consegui sucesso com o quarto bico
Abaixo um vídeo imprimindo a moeda do Post anterior com o Hotend caseiro.
Eu consegui imprimir algumas peças, porém o hotend voltou a vazar porque o PTFE laceou com a temperatura do corpo do bico, acho que para acabar com o vazamento definitivamente seria necessário refazer o PTFE com um furo mais justo para encaixar no corpo do bico e colocar um cilindro de alumínio externo bem justo para evitar que o PTFE laceie.
Vazou muito, mas deu para se divertir enquanto aguardava o novo Hotend.
No próximo Post vamos ver como se comporta no novo Hotend projetado pelo grupo de estudo (RepRapBR)
Como eu disse no Post anterior, eu iria tentar usinar mais uma ultima porca antes de desistir desse hotend caseiro, mas para minha surpresa o ultimo funcionou!
Desta vez, busquei a simplicidade fiz apenas um pequeno rebaixo em torno do furo de 0,5mm e deu certo, o bico não vazou e esta funcionando perfeitamente.
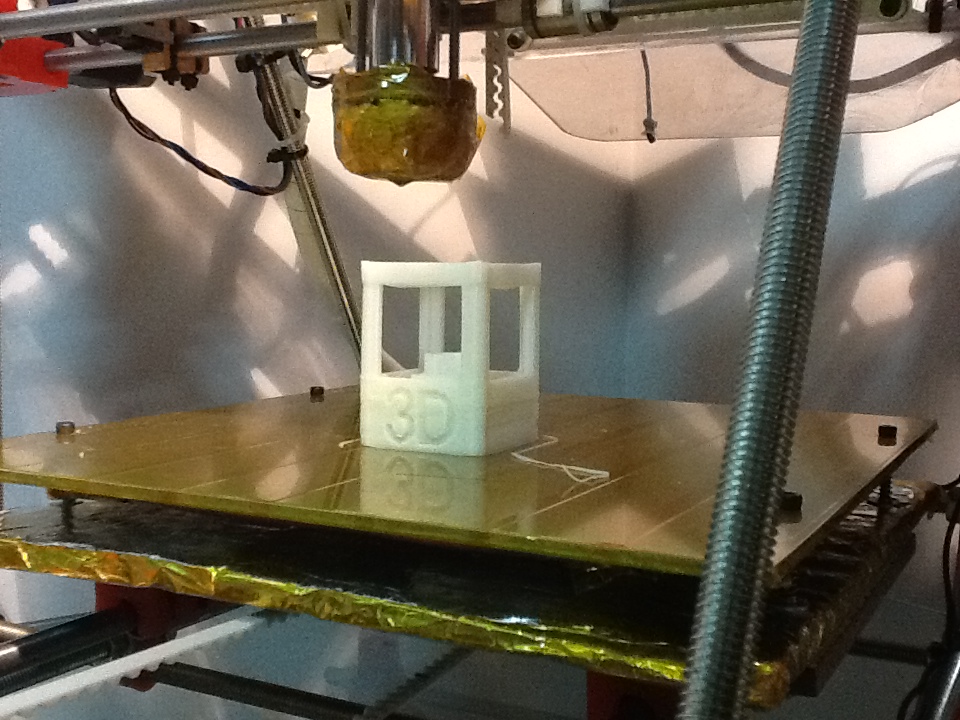
Nesta madrugada a impressora deu seus primeiros passos, consegui imprimir a minha Primeira Peça !!!
O programa responsável por preparar o arquivo para impressão em 3D (skeiforge), ainda precisa de mais calibração, para que a peça fique perfeita, mas agora já posso declarar que a impressora funciona.
A impressora nasceu oficialmente em 25/03/2012, agora como todo bebê, precisa aprender a andar, ou seja, imprimir direito (calibrar o firmware) e também de melhorias no hotend.
Eu tive a idéia no dia 12 de fevereiro, o tempo de aquisição das peças e de construção foi de 42 dias.
Hotend melhorias:
Fiquei uns dias sem postar no blog, por falta de tempo, vamos aos testes com o hotend caseiro:
No primeiro vídeo, podemos ver o ABS saindo normalmente.
No vídeo seguinte, uma primeira tentativa de impressão, parece que esta saindo mais abs do que deveria, de qualquer forma, o bico arredondado enrosca muito no plástico.
Desmontando o hotend
Vejam que a arruela travante escapou da fenda, e causou o acúmulo de abs acima.
Na foto acima, vejam o parafuso original, é super comprido, parafuso de elétrica, para fixar espelho de tomada, etc.
Eu não tinha as porcas adequadas para eles, então improvisei com umas um pouco maiores.
Precisei dar mais pressão na arruela travante.
Também precisei aprofundar a fenda no corpo do bico, ela tinha 0,25mm, aprofundei mais 0,25mm, ficando com 0,5mm a arruela travou firmemente.
O Alain, do grupo de estudo RepRapBR, deu a dica de aumentar o diâmetro do furo da arruela de madeira para ter menos contato com o bico, deveria ser 10mm, mas minha maior broca era de 8mm, por enquanto vai de 8mm.
Ele também sugeriu colocar uma arruela de PTFE no lugar da arruela de ferro, acho que isso vai ajudar muito a conservar a arruela de madeira.
Terminei de montar e testei novamente, não consegui imprimir e desta vez vazou muito, eu apertei pouco os três parafusos, mas parece que a arruela travante aguentou.
Como eu pensei, a arruela travante aguentou, permaneceu firme na fenda.
Mais uma tentativa, desta vez vazou bem menos
O problema da arruela travante foi resolvido, preciso agora conter o vazamento e fazer um bico mais pontudo.
Fiz um novo bico, usinei na furadeira mais uma vez, e marquei o corte para diminuir o seu tamanho, aproximando a ponta do bloco aquecedor.
Desta vez acertei o centro da porca e fiz o furo de 0,5mm.
Com a furadeira, lixa e serra de ferro, consegui fazer um bico bem melhor, esse promete.
OPSSSS!!!! Estouro, eu acabei deixando a parede muito fina na usinagem e o bico abriu ou seria "abriu o bico", rsrsrsrs.
Esses foram os três primeiros testados até agora:
-da direita, perdia muito calor e enroscava no plástico. -do meio, ficou lindo, mas a parede muito fina estourou. -da esquerda, tentei não deixar a parede fina, fiz apenas dois degraus, porém também estourou, veja fotos abaixo :(
Ainda me resta uma última porca fechada de cabeça redonda, vou tentar mais uma vez, enquanto aguardo o hotend do grupo de estudo RepRapBRque deve ficar pronto esta semana e eu sou um dos voluntários para testar uma das 10 unidades.




























.JPG)










.jpg)




































